产品介绍:
法罗力蒸汽锅炉结构特点介绍[举例说明]
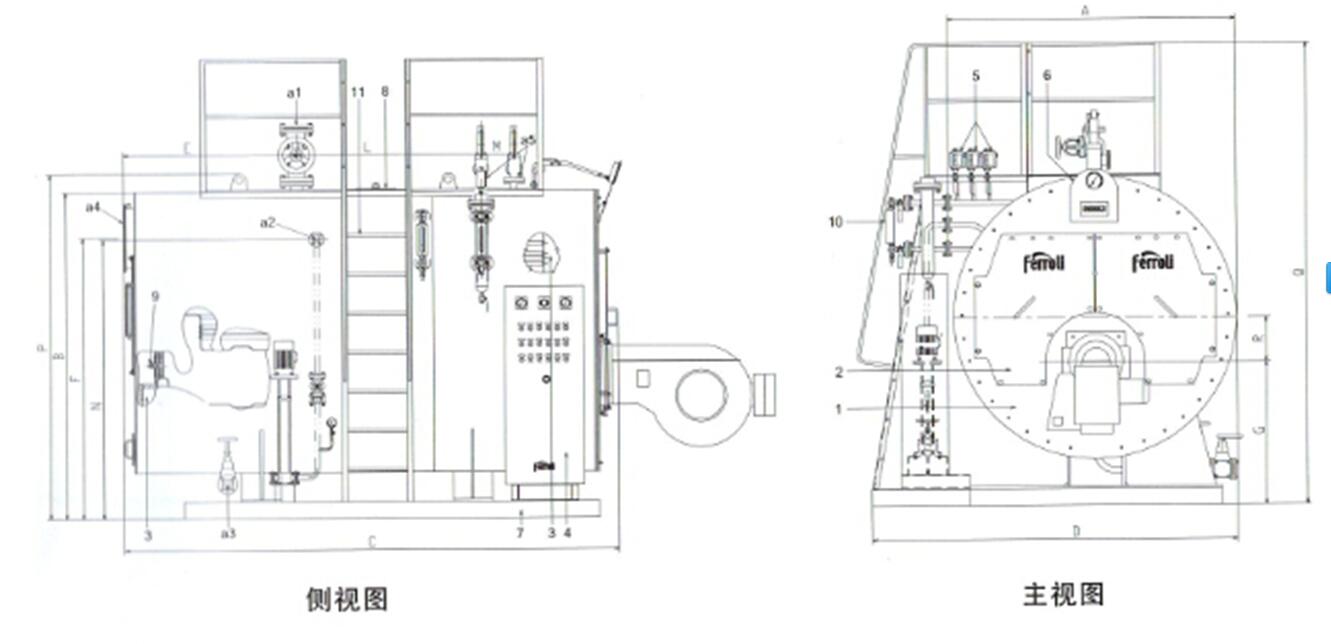
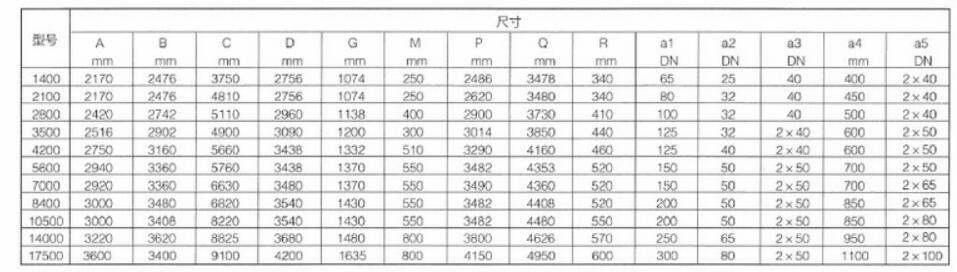
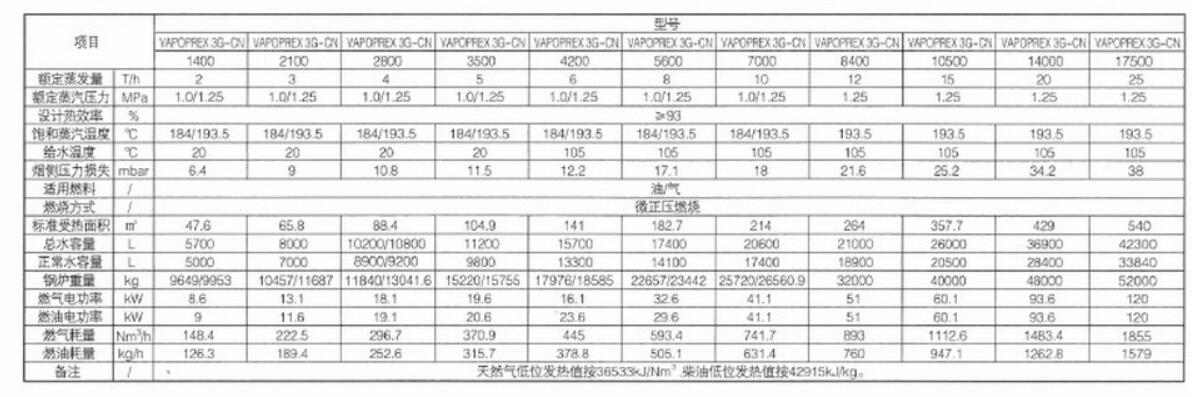
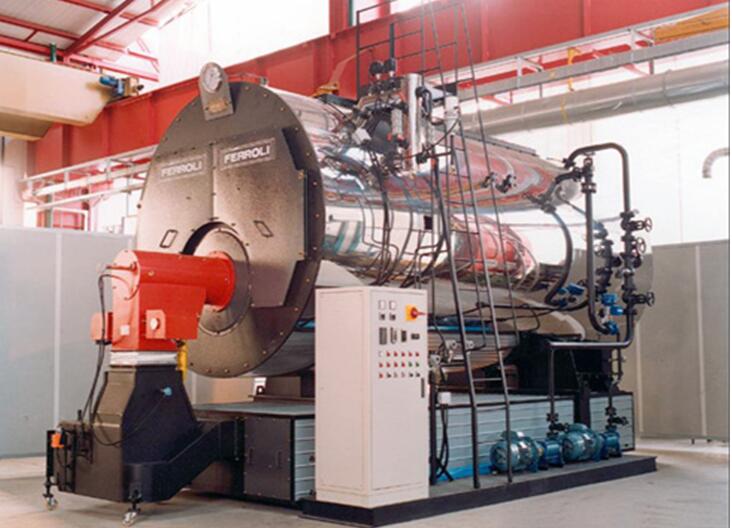
此项目设备为法罗力瓦普锐斯系列燃气蒸汽锅炉。锅炉型号VAPOPREX 3G-CN 2800,对应国标型号为WNS4-1.0-Y(Q)。
该类型锅炉在结构上具有以下特点。
A、锅炉结构特点
1)、VAPOPREX 3G-CN采用三回程的结构
① VAPOPREX
3G-CN系列蒸汽锅炉本体采用经典的“全湿背三回程”结构,燃料在炉胆内微正压燃烧,高温烟气沿炉胆向后经回燃室进入第一烟道管束,经压迫式前烟箱转折180°进入第二管束,经过对流换热后排入大气。
② 三回程烟管的设计最大限度地延长了火焰在炉里的停留时间,且设计宽大的炉膛和二、三回程烟管形成充裕的换热面,加强了火焰与锅炉管板之间的换热效果。
③ 后烟箱烟气出口布置在沿筒体纵轴的方向,不仅可以缩短炉体长度;又可以避免烟囱放在垂直于筒体纵轴线的方向上,在锅炉启动停止时冷凝水腐蚀锅炉本体。
2)、采用全波纹炉胆
VAPOPREX 3G-CN系列蒸汽锅炉采用波纹炉胆型式,炉胆形状与燃烧火焰完美结合;波纹形状既增加了炉膛的换热面积,又有利于炉胆的热胀冷缩,提高了炉胆的强度。

3)、大炉膛设计
①
锅炉炉膛尺寸较大,可以布置较多的辐射受热面积,而炉膛的烟气温度比较高,根据辐射换热量和温度的四次方成正比的原理,将辐射受热面布置在高温区,辐射吸热量大,强化了传热效果,提高锅炉热效率。
② NOx是油、气燃料燃烧生成的主要污染物,其生成量与燃烧区域温度有密切关系。试验证明,温度从900℃到2100℃,生成的NOx量(按体积分数)增加了约90倍。采用传统的炉膛形式,炉膛火焰中心的燃烧温度通常在2100℃以上,炉膛出口烟温也有1300℃,炉膛整体温度高,并且温度分布不均匀,存在2000℃的高温区,会生成大量NOx;采用大燃烧室结构,增大了传热面积,降低了火焰区域的温度水平,炉内气流组织均匀,炉内温度场极为均匀,可有效抑制NOx生成。
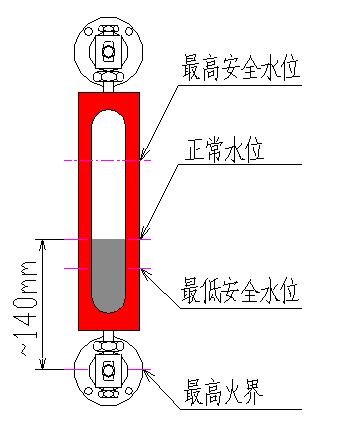
4)、低位对称设计的炉胆
①
炉胆采用低位布置,使蒸汽锅炉的安全水位范围增大,最大限度地减少缺水事故的危害。同时使最高火界远离水面约140mm,充分满足《蒸汽锅炉安全技术监察规程》中100mm的要求,避免了水位波动对锅炉满负荷运行的影响和频繁的“假低水位”报警。并能改善锅炉水动力性能,方便燃烧器的检修。
② 炉胆低位布置,使锅炉具有较大的蒸汽空间,配上内置的汽水分离装置,保证了湿度低于2%的蒸汽品质。
③ 整个锅炉采用全对称设计, 所有烟管以炉胆轴对称,均匀分布,烟气通道均衡,保证传热、应力均匀,大大改善、后管板的应力状况,锅炉运行稳定,故障率低。
④ 大直径、膨胀节型炉胆有效地增加了换热面积,增强了炉胆的韧性,能够消除锅炉因冷热变化产生的应力,缓解热胀冷缩可能造成的设备寿命减短。
5)、采用不锈钢烟气扰流条
当烟气在烟管内流动时,呈现于“层流”状态,即分层流动。只有靠近烟管内壁的一层烟气才能和烟管接触,将热量通过烟管传热给外面的水;而烟气中心绝大部分热量传递效果很差,锅炉效率很低。需要采取措施引起烟气扰动,提高传热效果。
扰流条是法罗力公司专利的一种强化传热措施,即在烟管内部插有不锈钢弹簧状部件,该部件能引起烟管内烟气的扰动,将烟气状态由层流变为紊流,强化传热,提高锅炉热效率。
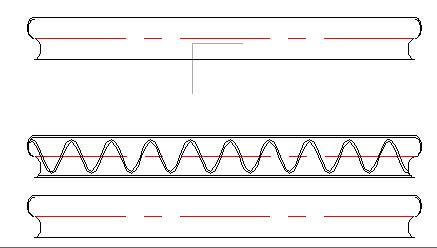
和采用螺纹烟管强化传热比较起来,采用的烟管内插扰流条有以下优势:
当烟气在烟管内流动时,呈现于“层流”状态,即分层流动。只有靠近烟管内壁的一层烟气才能和烟管接触,将热量通过烟管传热给外面的水;而烟气中心绝大部分热量传递效果很差,锅炉效率很低。需要采取措施引起烟气扰动,提高传热效果。
扰流条是法罗力公司专利的一种强化传热措施,即在烟管内部插有不锈钢弹簧状部件,该部件能引起烟管内烟气的扰动,将烟气状态由层流变为紊流,强化传热,提高锅炉热效率。
和采用螺纹烟管强化传热比较起来,采用的烟管内插扰流条有以下优势:
① 螺纹烟管只能引起管壁附近部分的烟气产生扰动,但烟管中间绝大多数的烟气还是层流;而扰流子使管内烟气全变成紊流,因此强化效果更好。
② 采用扰流条延缓了烟气流速,增加烟气在锅炉内停留时间,换热更彻底。
③ 扰流条采用优质不锈钢材质,避免烟气腐蚀,且拆卸简单,便于清洁。
④ 螺纹烟管是通过模具将钢管上压出凹沟制成的,烟管内壁的凸台容易积碳,不好清理;外壁凹槽容易积水垢、杂质,阻碍换热。
⑤ 螺纹烟管的制造误差会使传热效果大大降低,扰流条传热效果更加稳定。
⑥ 螺纹烟管只能引起管壁附近部分的烟气产生扰动,但烟管中间绝大多数的烟气还是层流;而扰流子使管内烟气全变成紊流,因此强化效果更好。
⑦ 采用扰流条延缓了烟气流速,增加烟气在锅炉内停留时间,换热更彻底。
⑧ 扰流条采用优质不锈钢材质,避免烟气腐蚀,且拆卸简单,便于清洁。
⑨ 螺纹烟管是通过模具将钢管上压出凹沟制成的,烟管内壁的凸台容易积碳,不好清理;外壁凹槽容易积水垢、杂质,阻碍换热。
⑩ 螺纹烟管的制造误差会使传热效果大大降低,扰流条传热效果更加稳定。
6)、先进的MAG焊的工艺
锅炉主要焊缝均采用世界上最先进的MAG焊(熔化极活性气体保护焊)工艺,生产率高、成本低、变形小、抗锈能力强、焊缝含氢量低、抗裂性好,焊缝均匀、美观;管子与管板连接采用先胀后焊形式,消除了腐蚀的问题,延长锅炉的使用寿命。
7)、进水导流装置
锅炉内部设有进水导流装置,利用水泵余压将锅炉给水均匀送至水面,避免冷水直接冲刷烟管,局部产生过冷沸腾而造成损伤。充分利用水循环原理,使冷水逐步被加热,提高了给水接触炉胆的水温,有效的保护炉胆,延长使用使用寿命。
8)、不锈钢和加厚玻璃棉保温层
锅炉前后炉门均采用双层耐火保温材料制作,密封性好,散热损失减至最小。锅壳由不锈钢和加厚玻璃棉进行隔热,降低热损失,从而提高锅炉运行效率。
9)、对开式快开炉门
①
锅炉的前、后烟箱均有两个对开式快开炉门,可以调节高度和深度,非常灵活,不必取下燃烧器即可打开炉门。后烟箱特设清洁口,不必停机即可清除烟垢。在锅炉顶部和下后部有人孔和检查孔,便于检查。
② 坚固的平台可以将锅炉安装在其基座上,也可以方便地安装其他辅助设备。锅炉不但结构紧凑,外形美观,安装、检修锅炉也极其方便。
B、防止锅炉高温部分管板裂纹的措施
据调查,火管锅炉(包括水火管锅炉)的事故中,管板产生裂纹或泄漏的事故率居高不下,其中蒸汽锅炉占39.5%,热水锅炉占43.7%。有的锅炉只使用了一个月就发生管板裂纹,多数的在第二个采暖季的使用中出现,给使用者造成极大不便。法罗力公司的技术人员通过对诸多此类事故进行分析,认为产生此类事故主要有2个原因:一是回燃室中烟气温度太高,受热面工作环境恶劣;二是回燃室外侧水流速较慢,容易结垢,影响受热面热量传递。
针对上述原因,法罗力公司在瓦普瑞斯锅炉结构、锅炉加工工艺、锅筒内水循环等方面采取以下方法,基本杜绝了管板裂纹等事故的发生。
1)、锅炉结构方面:
① 法罗力锅炉采用大燃烧室设计,增大炉胆面积,同时调整燃烧器使燃烧中心前移,增加炉膛的辐射吸热量,降低炉膛出口烟气温度,缓解回燃室管板处受热状况;
② 二、三回程烟管采用中心对称布置,使锅炉受热均匀,抵消二、三回程烟管因受热引起的热应力,彻底解决了非对称炉型管板因受热不均引起的变形、裂纹等事故;
③ 锅炉炉胆和折弯烟室之间采用扳边设计,连接处 采用圆弧过渡,变角焊缝为对接焊缝,避免了该处被高温烟气直接烘烤而导致的过烧、烧穿及产生裂纹等现象;
2)、加工工艺方面:
① 烟管与管板的焊接采用先胀后焊,焊后再胀的加工工艺。
针对烟管与管板之间的焊接,一般厂家采用先胀接,后焊接的工艺,但由于材料受热后会产生变形,使原先胀接后紧密结合的烟管与管板间产生缝隙,锅水进入这些缝隙中,受热强烈产生局部沸腾(过冷沸腾),变成蒸汽溢出,使该处缝隙始终处于水-蒸汽不停的变化中,产生交变应力。水在该处不停蒸发,使该处含盐量不断增高,导致苛性脆化,产生裂纹。
一种解决方法是采用窄间隙全焊透的焊接形式,消除了烟管和管板间的缝隙,但由于采用全焊透的焊接方式,使锅炉几乎无法更换烟管,一旦烟管出现问题,只能采取两头一堵,彻底放弃该烟管的方法,减小了锅炉受热面积,降低了锅炉出力。
我们采用先胀后焊,焊后再胀的焊接工艺。焊接后再次进行胀接,消除焊接变形产生的缝隙,彻底解决了上述问题。由于采用角焊缝,并不影响烟管的更换。
采用意大利MAUS公司CS/100型涨管机,涨管均匀,结合紧密;锅炉烟管和管板的焊接采用奥地利福尼斯公司技术生产的EWA406型管板焊机。焊接速度快,焊缝质量好,先进设备的采用充分保证了加工质量。
②
法罗力锅炉回燃室中,烟管伸出端由于长时间受到高温烟气烘烤而不能及时冷却,极易从管端部产生裂纹,若不能及时发现,裂纹会沿烟管中心向前发展,最后会发展到锅炉管板上。针对这个问题,我们采取烟管和回燃室管板采用管端和焊缝齐平的焊接方式,大大改善烟管伸出端的受热状态,使烟管伸出端可以及时得到较好的冷却,降低烟管伸出端温度,同时焊缝对烟管伸出端起到加固的作用,解决了回燃室烟管伸出端冷却不及时,产生裂纹的现象。
3)、锅筒内水循环方面:
锅炉水循环不畅、水质不好也是导致管板裂纹的重要因素。水垢易在锅炉水循环不利的高温受热面上沉积。由于这些部位本来工作环境就比较恶劣,结水垢又增加了受热面的传热热阻,使烟气热量更难传递给工质,受热面温度急剧升高,会产生裂纹、鼓包、烟管烧穿等事故;管板高温区结较厚的疏松水垢,水中OH-离子穿过疏松水垢,在管板表面沉积,达到一定数量后,使晶间与晶体之间产生电位差,OH-离子与晶间金属发生反应,产生晶间腐蚀,导致产生晶间裂纹。由于管板应力分布复杂,应力会加大晶间和晶体间的电位差,从而加快晶间腐蚀,导致产生微裂纹,直至产生裂纹。
① 法罗力锅炉采用特殊设计的给水系统,巧妙利用给水泵的剩余压头使炉水产生不对称循环,改善锅筒内水的循环状态,使受热更均匀;
② 引出一部分回水直接冲刷回燃室管板和后管板,引起该处水的循环,改善此处受热状况,避免了管板过热、过烧、变形、裂纹等事故发生。
C、法罗力锅炉传热方面的专利、专有技术
1、进水导流
锅炉在工作运行时,锅内温度很高。比如1.0MPa压力的锅炉,蒸汽温度在185℃;1.25MPa压力的锅炉,蒸汽温度可达194℃。二回程烟管的外壁温度大约在750℃左右,三回程的烟管温度也在400℃左右。
在此高温下,如果给水直接进入锅炉,低温的给水会对高温的锅炉钢板、烟管产生冲击。长期运行的话,会降低锅炉的使用寿命。
法罗力热水锅炉和蒸汽锅炉,都采用了法罗力专利技术—进水导流措施。锅壳内部设置导流槽,保护烟管、炉胆。给水进入锅炉,首先导流到温度相对较低的锅炉底下部,经加热后再对流到锅炉上部,这样减少了对钢板的冲刷,延长锅炉的使用寿命。
2、烟气扰流
高温烟气在烟管内的流动是承层流状态的。一般说,由于烟管外壁是水,所以烟管内,中心部分的烟气温度最高,靠内壁的部分烟气温度较低。不利于烟气的换热。
国内锅炉厂的做法一般是采用螺纹烟管的方式,但是螺纹烟管一个是在生产时加工精度不好控制,再者只能打破边界的烟气层流,,对烟管中心的烟气作用不大。而且在运行时,螺纹烟管外壁容易结垢。
法罗力热水锅炉和蒸汽锅炉,都采用了法罗力专利技术—高效不锈钢扰流条。放置在烟管内部,有效打破烟气的层流,形成扰流,使中心部分的高温烟气充分换热出来;同时延缓了烟气的流速,使烟气更充分的换热。
这样降低了排烟温度,提升了锅炉的热效率。
扰流条采用1Cr18Ni9不锈钢材质,避免烟气腐蚀。
对于燃气锅炉,只需在年度保养时,抽出清理浮灰即可,不用特别保养措施。
3、防腐技术
锅炉腐蚀会造成受热面和管路的金属强度降低,从而导致爆管或其它严重事故,所用必须加以密切监督和防治。
法罗力公司十分重视锅炉腐蚀问题,建立了专门的锅炉腐蚀实验室,采购了专业设备对锅炉生产、使用过程中的腐蚀机理进行详细的分析,并有针对性的采用不同的措施予以解决。
常压锅炉的主要腐蚀是受热面高温氧化腐蚀、应力腐蚀、氧腐蚀和金属腐蚀,其中金属腐蚀又分为金属化学腐蚀和金属电化学腐蚀。
①
高温氧化腐蚀多发生在锅炉受热面烟气侧,其腐蚀速度随受热面金属温度和烟气中含氧量增加而增加。法罗力热水锅炉采用优化的水循环设置,在锅炉内部对循环水进行科学导流,使锅炉受热面得到充分的冷却,受热面不存在局部高温区域:同时采用优化的燃烧室、高效的燃烧器等措施,提高燃烧效率,降低过量空气系数,降低烟气中的氧含量,大大降低了锅炉受热面高温氧化腐蚀。
②
法罗力热水锅炉采用中心对称布置,同时采用优化的水循环设计,避免了受热不均在锅炉受热面上产生应力;采用一系列措施,解决了高温区管板裂纹现象,避免了应力集中;主要零部件加工完毕后进行热处理,消除加工应力,三种措施的结合有效解决了应力腐蚀;
③ 法罗力锅炉在制造过程中,在受热面喷涂缓蚀涂层,有效隔绝了受热面金属和水中氧气的结合,有效避免了氧腐蚀和金属化学腐蚀发生;
④
金属电化学腐蚀是锅炉腐蚀一个重要途径,法罗力公司采取了两方面的措施解决该问题:一是受热面喷涂防腐蚀涂料,二是采用牺牲阳极的阴极保护法,在受热面上连接一种电位更负的金属(如镁、铝、锌等),作为阳极,通过电阳极金属的不断溶解消耗,向受热面提供保护电流,有效缓解电化学腐蚀。
